






r1.1. 管子直径: Φ6mm-Φ152.4mm;
r1.2. 管子厚度: 0.5-3mm;
r1.3.管子材质: 碳钢、不锈钢、钛及钛合金;
r1.4.焊接姿态: 全位置焊接;
r1.5.焊接形式:直管,管法兰,管弯头对接,不开坡口; 焊前清理及要求
r1.6.焊接碳钢管时,焊口处 5-8mm 要抛光除锈,露出金属原色;
r1.7.管子切口要平整、垂直、除毛刺,两根管对上后无间隙;
r1.8.用丙酮或酒精清洁油污;
r
r三:焊接电源介绍
r
r 1.程控焊接电源介绍 r
rr  r
r
r aw-200 数字化程控焊接电源由控制系统、电源系统及冷却水箱组成,具有数字化、易操作、可靠性等特点。控制系统采用开放的、可升级的操作系统,对全位置焊接中的各项功能参数进行集中设置、存储、同步控制。该款电源专门为薄壁管/ 管焊接进行设计制造。主要应用于半导体、化工、食品、医药、电子管路、等行业。 整体设计倾向于便捷性、节能性、智能化、人机交互性。比原来分体式缩减三分之一体积和重量。一体式设计面向现场空间狭小的施工。 r
rr 性能特性:
r◆aw 200 数字化程控焊接电源由控制系统、逆变电源系统、冷却系统构成。
r◆中英文语言切换,满足不同领域客户的需求。
r◆一体式结构设计,面向现场狭小空间的施工。
r◆10 寸中文界面,图形化操作界面、内置专家参数、提供强大的数据及系统参数, 易操作使编程变的简单。
r◆AC220V 50Hz/60Hz 单相供电,采用开关电源单元组为焊接系统模块提供 稳定的电压与电流,即使在外电网 20%范围内波动,仍保证每次一焊缝稳定的重复性。 r
r ◆内置微型免费维护打印机,无需跟换墨盒,一键打印及自动打印功能。
r◆故障保护功能,自动诊断功能并保持故障告警信息,降低误操作带来的电气损伤。参数调整记忆保存功能
r◆密码保护功能
r◆强大的区间功能,可提供 10 个用户区间数据。
r◆进口 200A 逆变机芯,可靠的硬件,保证焊接稳定性。
r◆西门子 PLC 模块组采用现代大规模集成电路技术,提供稳定的冗余的设计,对各种输出参数进行控制及采样。
r◆焊枪与焊机连接采用欧洲快装接头,分体结构便于便有于现场安装施工。
r◆关键元器件我们采用原装进口,高性价比电源,具体列表如下: r
r  r
r
r 技术参数: r
rr
r
| r r 型 号 r r | r r r aw 200 焊接电源 r r | r
| r r 电源类型 r r | r r r 逆 变 r r | r
| r r 焊接电流 r r | r r r 5~200 A r r | r
| r r 暂载率(20℃) r r | r r r 200A 60% /155A r r | r
| r r 空载电压 r r | r r r 65 V r r | r
| r r 输入电压 r r | r r r AC220V±10% 50Hz/60Hz r r | r
| r r 功 率 r r | r r r 4.5 KVA r r | r
| r r 焊枪冷却 r r | r r r 内置循环水冷 r r | r
| r r 显 示 r r | r r r 10 寸触摸屏 r r | r
| r r 控制功能 r r | r r r 直流/脉冲电流控制,气体控制,旋转运动 ,打印控制,气体时间控制 r r | r
| r r 可存储程序 r r | r r r 100 个 r r | r
r
| r r 可分区间 r r | r r r 10 个 r r | r
| r r 绝缘等级/防护等级 r r | r r r F / IP 21 r r | r
| r r 重量 r r | r r r 33KG(含冷却水 3.7L) r r | r
| r r 外形尺寸(mm) r r | r r r 586mm×312mm×370mm r r | r
r r
| r r 序号 r r | r r r 部件 r r | r r r 产地 r r | r
| r r 1 r r | r r r 焊接电源机芯 r r | r r r 德国EWM r r | r
| r r 2 r r | r r r 控制模块 r r | r r r 德国西门子PLC r r | r
| r r 3 r r | r r r 显示屏(触摸屏) r r | r r r 台湾威纶通 MT6070IH r r | r
| r r 4 r r | r r r 旋转驱动模块 r r | r r r 上海山道电子 r r | r
| r r 5 r r | r r r 水箱冷却泵 r r | r r r 意大利CEME ET3009 r r | r
| r r 6 r r | r r r 焊接机头马达 r r | r r r 瑞士MAXON r r | r
r  r
r
r 焊枪控制系统采用进口西门子PLC控制,全触摸屏,中文的界面。具体简介如下:
r●正常开机后,焊机屏将显示如上界面(也即正常待机界面)。
r●通过界面您可选择所需:
r●<正焊/反焊> 正向或反向焊接;
r●<归位关/归位开>
r●焊接完成后钨极是否归位 r
r  r
r
r ●<模拟/焊接>
r模拟操作或实际焊接,它们之间的差别是模拟时除不起电弧外其它相同。
r●<直流/脉冲>
r电流输出直流或脉冲电流
r●<近控/远控>
r本地控制或远程控制
r●<自动打印>
r一道焊口焊完后自动打印或每次焊完后手动打印
r●通过界面可显示焊接或模拟时程序当前状态: r
r 当前程序所运行的区间
r当前焊接速度当前焊接电流当前焊接行程
r当前焊接状态;如待机,运行,故障(帮助的后面)。
r●通过界面您可对设备进行操作:
r启动操作、衰减操作、正向点动、反向点动、打印操作、急停操作、程序号选择、编程弹出菜单、帮助弹出菜间
r当您需要编程时,你需触控<编程>按钮,此时屏将显示如下界面,要求您输出密码。
r当您输入正确密码后,界面将变成如下显示
r您可直接触控参数进行参数编辑,或在新密码框输出新密码并按确认按钮进行密码变更。
r●下图参数编辑界面
r●焊枪代码:由焊枪型号确定,其中AS40值为31
r区间数量:由编程设定,可像触摸手机一样触摸输入数据。每道焊接可分10个区间,每个区间可设置不同的旋转速度,旋转角度,峰基值电流及峰基傎时间。 r
 rr
rrr ●提前送气:可对起弧前送气时间进行设置,它的大小对正常起弧及保护焊缝的起到关键作用。
r●滞后送气:可对衰减结束后送气时间进行设置,它对焊缝起到保护作用
r●预熔时间,衰减时间等参数根据实际产品进行参数设置。
r其中焊接行程可设置时间或角度。上图设置为角度,当焊枪等因素导致系统不能正常计数时, 可触控焊接行程中“D/S”使“D/S”中的“S”显黑色,此时焊接时系统可正常停止,不论在什么方式下都可正常复位。
r当参数界面处于编程状态时,可触控左右导向箭头,编缉下一个区间或返回上一个区间。 r
r
r
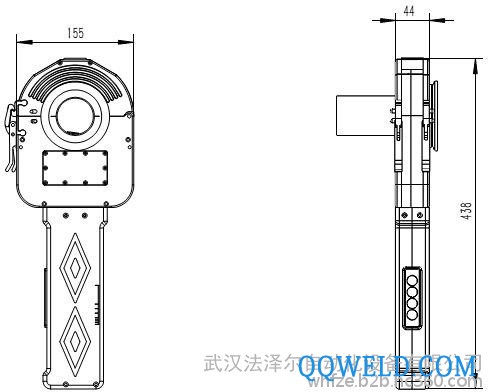
r 五. 管/管密封式全自动TIG 焊接机头
ri. 外 观 r

 rr
rrr焊头技术参数
r1.8.1.焊头技术参数 r
r
| r r 型号 r r | r r r as80 r r | r |
| r r 焊枪旋转速度 r r | r r r 0.194~3.877rpm r r | r |
| r r 焊接保护气体 r r | r r r 氩气 r r | r |
| r r 冷却方式 r r | r r r 水冷 r r | r |
| r r 冷却水流量 r r | r r r ≥450ml/min r r | r |
| r r 可焊管子最大壁厚 r r | r r r 3 mm r r | r |
| r r 可焊管子直径 r r | r r r Φ12.7~Φ76.2mm r r | r |
| r r 重 量 r r | r r r 3.5kg r r | r |
| r r r rr 外形尺寸 r r | r r r A: 155mm r rr B: 438mm r rr C: 44mm r r | r |
| r r r rr r rr 大焊接电流 r r | r r r 150A r r | r r r 暂载率:40% r r | r
| r r r r | r r r 100A r r | r r r 暂载率:60% r r | r
| r r r r | r r | rr | r
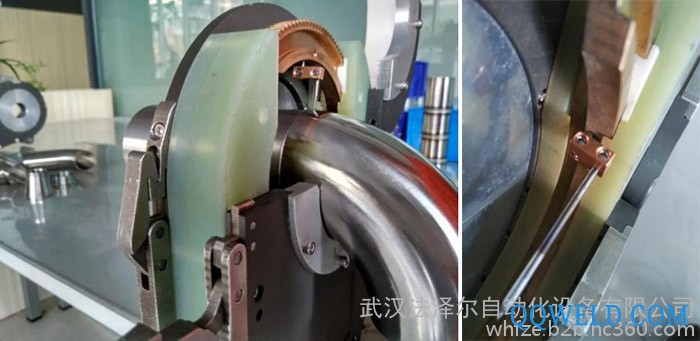
r★适用于不锈钢、钛合金等材质的薄壁管管焊接。
r★主要应用于医药管道、食品、生物工程、电子、仪器仪表、安装管道等行业。
r★封闭式焊接,焊接保护效果好,表面成形美观紧凑,适合操作空间小的现场安装,可达性好。
r★旋转无缠绕结构,枪体水冷却,焊枪轻便且暂载率高。
r★定位方式为夹块定位,定位准确。
r★手柄上配备操作按钮,符合人体学设计。
r与 aw200 程控焊接电源配套使用,可精密实现 TIG 全位置焊接,达到理想的焊接效果。
r水冷循环设计,保持焊把温度从而保证焊缝的稳定;快插式夹具,减少焊前准备的时间。
r多种规格的夹具,满足弯头、法兰、三通等不同管的焊接形式; rrr
 rr钨极转接头设计,满足更小直线端管道的全位置焊接。
rr钨极转接头设计,满足更小直线端管道的全位置焊接。rr
 rr更多个性化配置可根据客户要求来订制。
rr更多个性化配置可根据客户要求来订制。rr
r